




CNC calibration and testing with LIMA
Today, Brimor Engineering was paid a visit by a calibration assistant from Bath University's LIMA (Laboratory for Integrated Metrology Applications) to have our CNC machining centres and CNC lathes tested for the accuracy and concentricity of their slides. Using a Renishaw QC20-W ballbar system a readout was obtained for the accuracy of all of our CNC machinery.
As part of our commitment to maintaining high levels of precision across all of our machined components the measurement of achievable concentricity from our driven axes was a must. Testing and proving the ability of our CNC machines is the base point for any comprehensive quality system.
As part of our commitment to maintaining high levels of precision across all of our machined components the measurement of achievable concentricity from our driven axes was a must. Testing and proving the ability of our CNC machines is the base point for any comprehensive quality system.
A brief note on the calibration process
The QC20-W ballbar contains a precision linear transducer
of Renishaw’s own design. It is used to measure variations in radius as the ballbar is rotated around
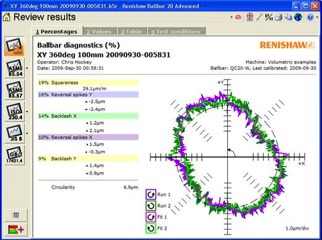
a fixed point. This data is used to calculate overall measures of contouring performance (circularity, circular deviation) of CNC machine tools, in accordance with international standards such as ISO 230-4, ASME B5.54/57 and GB17421.4. System software also provides a detailed diagnosis of contributing individual error sources when analysed using Renishaw’s unique diagnostic report format. Data is displayed graphically as well as in numeric format to support diagnosis.
Signal processing is carried out within the ballbar and data transmitted to a suitable PC using a Bluetooth® Class 2 module. A standard (non rechargeable) CR2 lithium battery is supplied with each unit. An LED status indicator built into the housing shows battery, communications and fault status.
Signal processing is carried out within the ballbar and data transmitted to a suitable PC using a Bluetooth® Class 2 module. A standard (non rechargeable) CR2 lithium battery is supplied with each unit. An LED status indicator built into the housing shows battery, communications and fault status.
Theoretically if we program a CNC machine to trace a circular path we should expect it to circumscribe a perfect circle matching the programmed geometry. In practice however, there are many different factors than can effect the movement of the programmed path, the machine geometry, wear, incorrect compensation on the lead screws of the motors and the way the control system is working. The QC20-W ball bar is set and a circular path is programmed around the centre of the ballbar. Data from the probe is sent via bluetooth to a computer which plots the physical readings as the probe follows the CNC'c programmed arc. The computer's software then plots the actual path against the expected path and is also capable of displaying likely improvements that could be made by changing the machine tools backlash and servo motor parameters. An adjustment, a retest and then all being well a machine running at optimum precision.
By employing the ballbar test the discrepancy between theoretical and actual paths can be measured and to some extent, the machine compensation and motor geometry can be adjusted to minimise the differences.
The tests revealed that our machines are more than capable of holding both the turning and milling tolerances required by our customers, after a small amount of backlash compensation on some of the lathes we are proud to say all of our machines were working within the micron range of accuracy.
By employing the ballbar test the discrepancy between theoretical and actual paths can be measured and to some extent, the machine compensation and motor geometry can be adjusted to minimise the differences.
The tests revealed that our machines are more than capable of holding both the turning and milling tolerances required by our customers, after a small amount of backlash compensation on some of the lathes we are proud to say all of our machines were working within the micron range of accuracy.
A sample results page using the Renishaw probe
Control Measures
Using information and advice supplied by LIMA, Brimor Engineering are also actively engaged in improving our already excellent control measures and processes to an even greater extent. Over the next six months the company plan to roll out a series of processes and measures which should improve efficiency, reduce set up times for each job, improve the repeatability of all machining operations, streamline tooling selection and ensure that machining tasks are actively analysed and refined. By utilising our existing computer systems Brimor intends to add even more detail to our secure trail of information from start to finish of order thus helping to minimise wastage and internal scrap rates. The aim is to create a map, detailing a clear trail from tool room storage, to tool selection, to tool setup for issue with every job. This should lead to a reduction in machine downtime and give the benefit of a uniform process for each machined component made. Brimor Engineering will be implementing a further round of in-process quality control to gain a clear insight into tool wear rates and programming efficiency with the aim of fine-tuning our existing machining techniques.
Another challenging and rewarding round of 'continual improvement' is looming!
Another challenging and rewarding round of 'continual improvement' is looming!